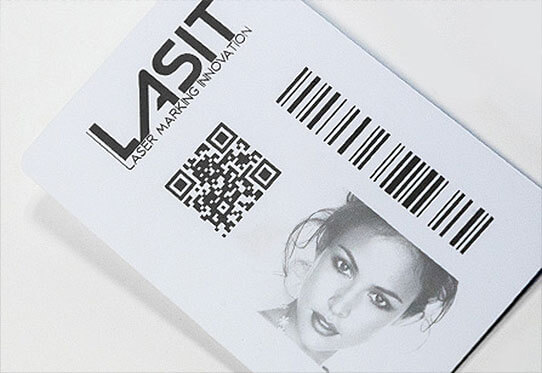
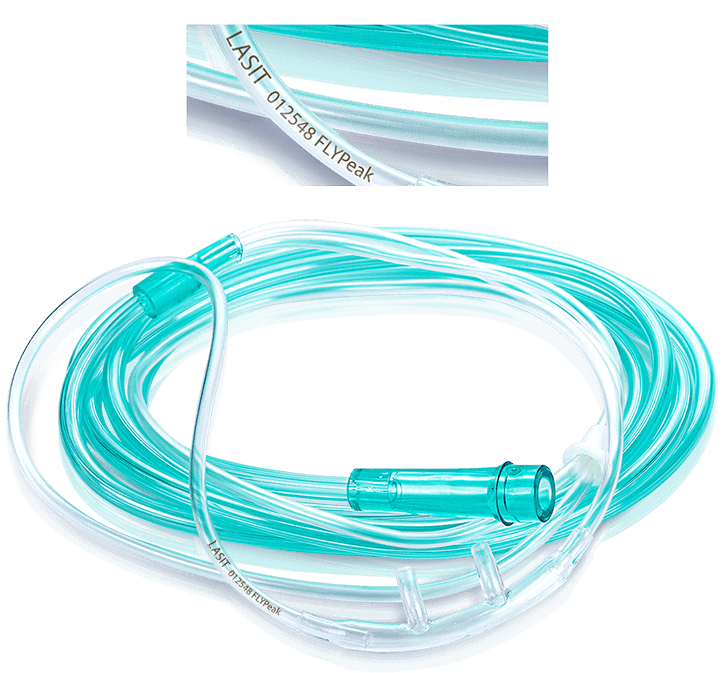
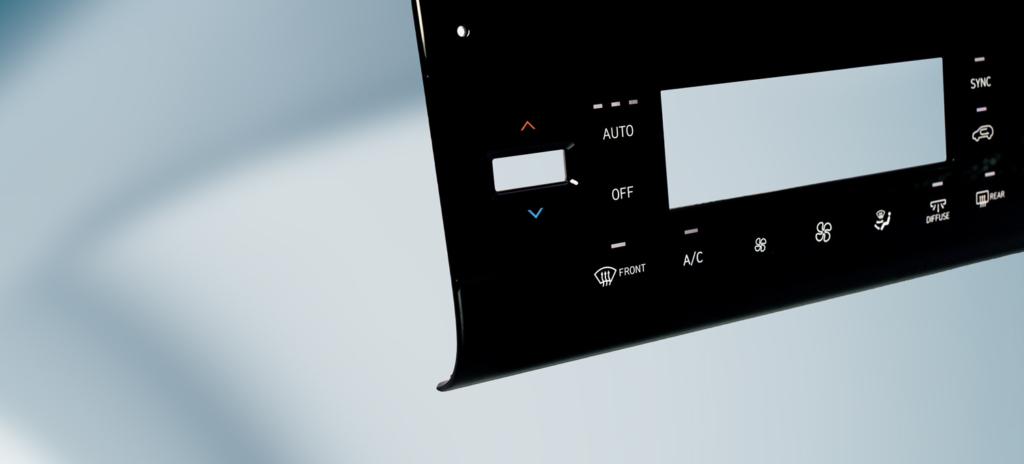
Mówiąc o tworzywach sztucznych, mamy na myśli pochodne o bardzo różnym składzie chemicznym, które wpływają na przebieg procesów na nich stosowanych, w tym na znakowanie laserowe. Wśród tworzyw sztucznych rozróżnia się poliwęglan, poliamid, poliester, PE, PET, ABSi wiele innych. Wpływają one na wybór lasera pod względem wymaganej długości fali.