
Czym jest i jak działa Z-Dynamiczne
Jednym z kluczowych aspektów manipulowania wiązką laserową jest kontrola punktu skupienia. Kontrola ta może zostać zapewniona poprzez wykorzystanie różnych soczewek, pozwalając na dopasowanie wiązki do specyficznych wymagań danego zastosowania.
Soczewki optyczne są podstawą manipulowania wiązką laserową. Mogą one zwężać lub rozszerzać wiązkę, wpływając bezpośrednio na punkt skupienia.
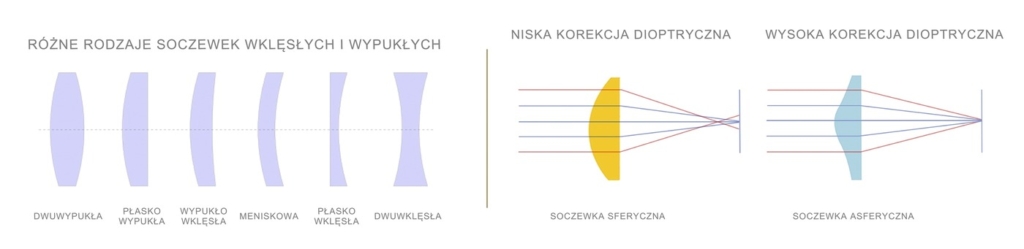
Jedną z najskuteczniejszych technik zmiany punktu skupienia wiązki laserowej jest połączenie różnych soczewek, takich jak soczewki wklęsłe i wypukłe
Soczewki wypukłe zostały zaprojektowane do zwężania wiązki, soczewki wklęsłe natomiast działają w przeciwny sposób, rozpraszając ją.
Opracowane przez Snelliusa prawo załamania światła opisuje zachowanie światła biegnącego przez ośrodki o różnych współczynnikach załamania.
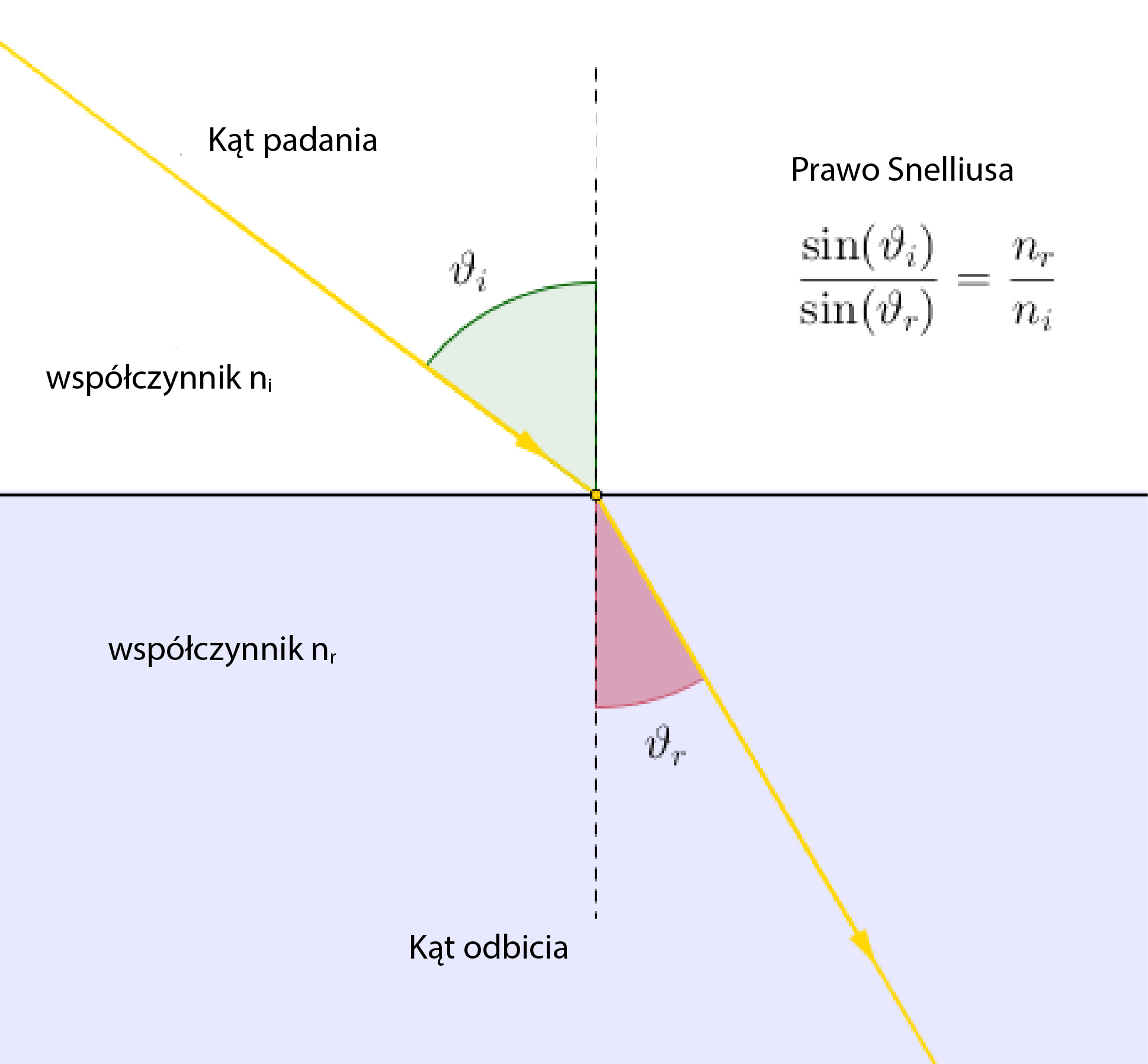
Prawo to jest podstawą zrozumienia, w jaki sposób soczewki mogą skupiać lub rozpraszać wiązkę laserową.
Kiedy światło przechodzi przez soczewkę skupiającą, jego promienie skupiają się w ognisku. Soczewka rozpraszająca przeciwnie – powoduje rozproszenie promieni, a źródłem światła jest ognisko pozorne.
Zależność matematyczna powiązana z tworzeniem obrazu za pomocą soczewki podkreśla związek pomiędzy prawem Snella a właściwościami optycznymi soczewek:
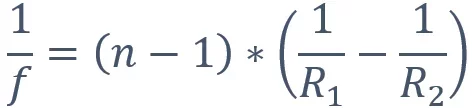
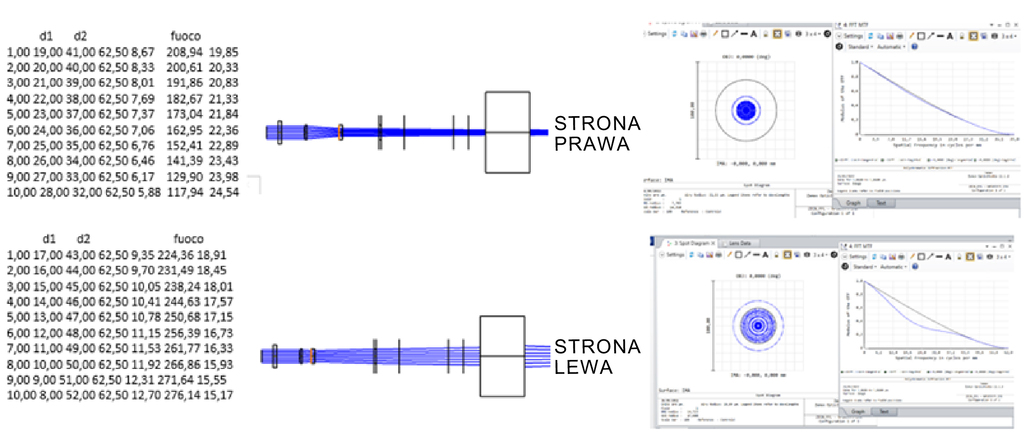
Połączenie soczewek zapewnia syntezę mocy ogniskowania, pozwalając na uzyskanie precyzyjnych ognisk oraz na ich regulację.
Przy zastosowaniu trzech soczewek możliwe jest obliczenie całościowej odległości ogniskowej dla układu soczewek, stosując wzór na sumę wzajemną ogniskowej.
Wzór ten jest następujący:
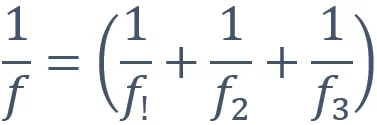
W bardziej złożonych zastosowaniach można dopasować kombinację soczewek, umożliwiając zmianę ogniska nawet w przypadku znacznych odległości.
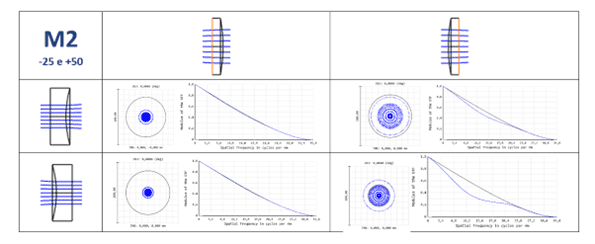
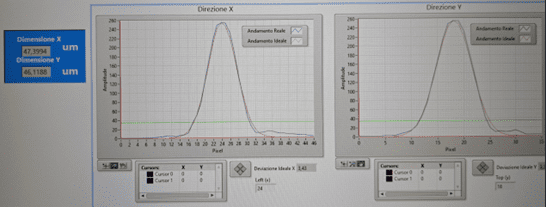
Parametry takie jak jakość plamki, jej kształt, M2 i MTF są kluczowymi parametrami w ocenie wydajności i niezawodności zaprojektowanego układu optycznego. Zoptymalizowanie tych aspektów jest podstawą do zapewnienia wyników o wysokiej precyzji zgodnych z zaawansowanymi zastosowaniami lasera.
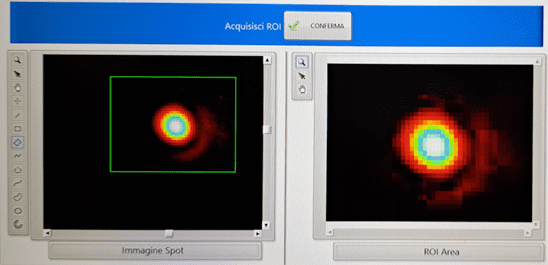
- Najwyższa jakość plamki charakteryzuje się regularnym i skupionym profilem intensywności.
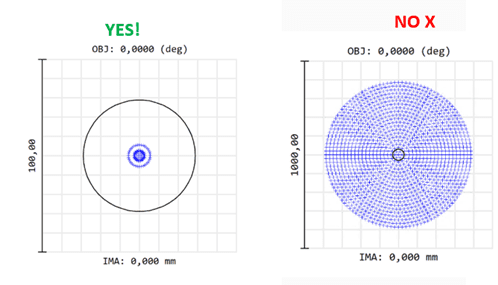
- Kształt plamki odnosi się do geometrii powierzchni oświetlonej światłem laserowym. W wielu zastosowaniach, aby zapewnić oczekiwane wyniki, dąży się do uzyskania jak najbardziej symetrycznej i jednorodnej plamki.
- W szerokim świecie optyki i fizyki cząstek elementarnych kształt plamki laserowej odgrywa kluczową rolę w zastosowaniach praktycznych, od przemysłu aż po badania naukowe. Plamki te opisywane są często za pomocą rozkładów Gaussa.
Funkcja Gaussa, matematycznie wyrażana często pod postacią:
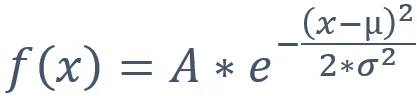
gdzie A to wartość maksymalna, μ wartość średnia, a σ to standardowe odchylenie, opisuje dokładnie zasadę dystrybucji energii w przestrzeni.
Równanie w formie histogramu Gaussa pozwala na obliczenie wartości f(x) dla każdego punktu w przestrzeni, oferując kompletny matematyczny opis plamki laserowej. Całkowanie równania dla całej przestrzeni pozwala na obliczenie energii całkowitej.
Krzywa Gaussa charakteryzuje się następującymi właściwościami:
- Symetria: Krzywa Gaussa jest symetryczna w odniesieniu do wartości średniej μ, co oznacza, że dystrybucja po prawej i lewej stronie punktu szczytowego jest taka sama.
- Strefa pod krzywą: Strefa pod krzywą Gaussa jest proporcjonalna do całkowitej energii plamki.
- Parametr M², lub czynnik jakości wiązki, jest wskaźnikiem jakości wiązki laserowej. Oblicza on odległość profilu wiązki od wiązki idealnej według krzywej Gaussa. Wartość M² wynosząca 1 oznacza, że wiązka doskonale odpowiada krzywej Gaussa. Wyższe wartości oznaczają odchylenie od modelu idealnego. Czynnik M² jest szczególnie istotny, kiedy brane pod uwagę są możliwości przesyłu wiązki na duże odległości lub kiedy kluczowa jest precyzyjna kolimacja.
- Modulowana funkcja przenoszenia (MTF) jest wskaźnikiem zdolności systemu optycznego do odtwarzania szczegółów obrazu.
Ograniczenia i rozwiązania w znakowaniu/grawerowaniu 3D
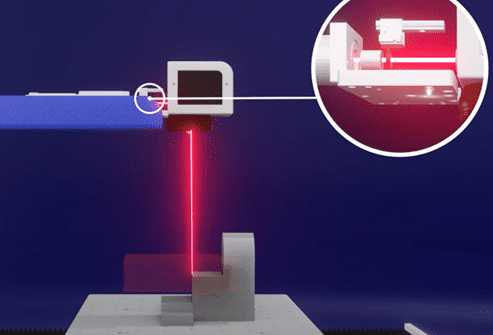
Znakowanie/grawerowanie na trójwymiarowych ciałach stałych wiąże się z dwoma ograniczeniami:
Pierwsze to ograniczenie fizyczne wynikające z kąta padania promienia laserowego. Padający pionowo promień lasera charakteryzuje się okrągłą plamką o maksymalnej ilości energii, a w konsekwencji o maksymalnej możliwości wnikania do materiału; oddalanie się od takiej prostopadłości powoduje zmianę kształtu plamki na coraz bardziej eliptyczny, redukując gęstość energii, a co za tym idzie możliwość wnikania do materiału.
Drugim ograniczeniem jest ograniczenie mechaniczne spowodowane maksymalnym możliwym skokiem Z-Dynamicznego. Skok taki zależy od używanego projektu optycznego i przyjmuje generalnie wartości 35/40mm.
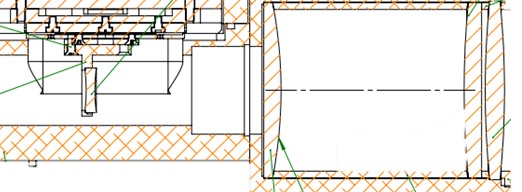
W zależności od przypadku ograniczenia takie można czasem obejść na przykład poprzez zastosowanie wrzeciona do znakowania/grawerowania całych powierzchni cylindrycznych:

Wrapping i Projection oraz Przykład znakowania 3D
Opracowaliśmy technologie, które pozwalają nam na zachowanie najwyższej precyzji geometrycznej znakowania lub grawerowania nawet na najbardziej złożonych powierzchniach.
Poza zwyczajny płaskim odwzorowaniem jesteśmy w stanie nanieść każdą płaską grafikę na dowolny obiekt trójwymiarowy, uzyskując w ten sposób wyniki charakteryzujące się ekstremalną wiernością geometryczną w stosunku do założeń projektowych, wykonując w ten sposób znakowanie/grawerowanie pozbawione deformacji geometrycznych.
Taki złożony rodzaj znakowania/grawerowania jest możliwy dzięki wspólnemu zastosowaniu dwóch różnych technologii:
- Wrapping 3D, który pozwala na znakowanie doskonałych pod kątem geometrii trójwymiarowych rysunków
- Z-Dinamiczne, które pozwala na zachowanie parametrów ogniska w każdym z punktów omawianej powierzchni.
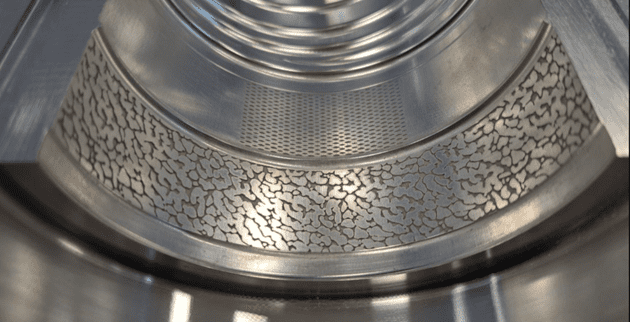
Poniżej kilka przykładów znakowania 3D:
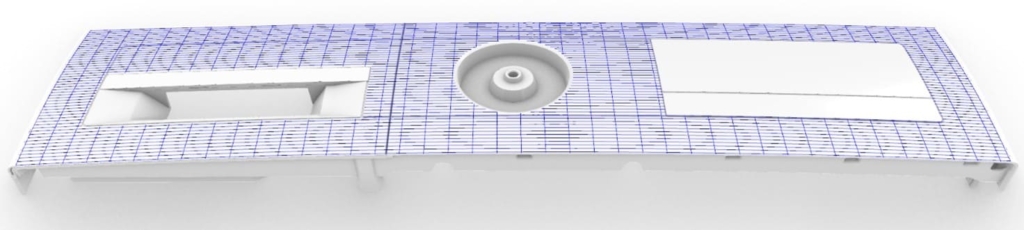


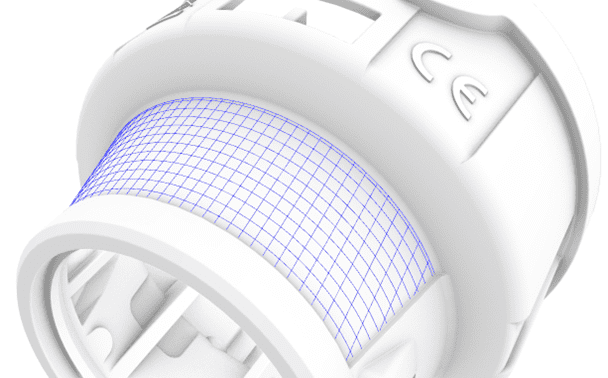
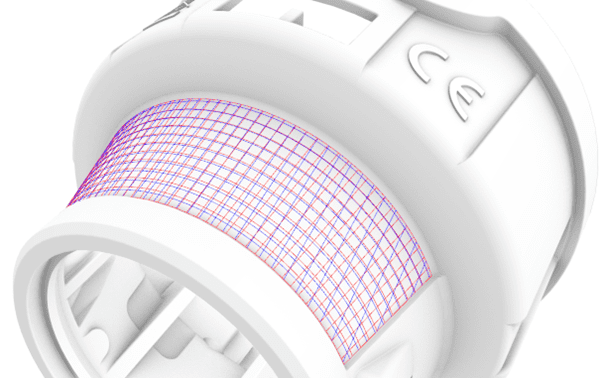
Przykłady porównania płaskiego nanoszenia i zawijania obrazu kratki na powierzchni stożkowej:

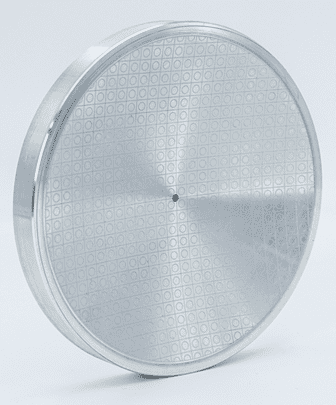
Przykład znakowania na powierzchni półkulistej:
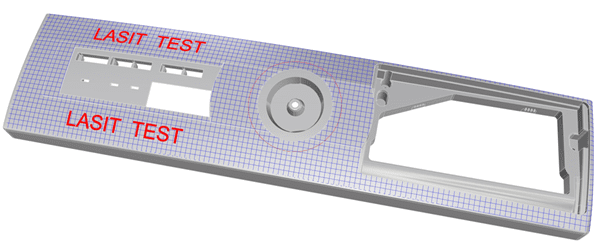
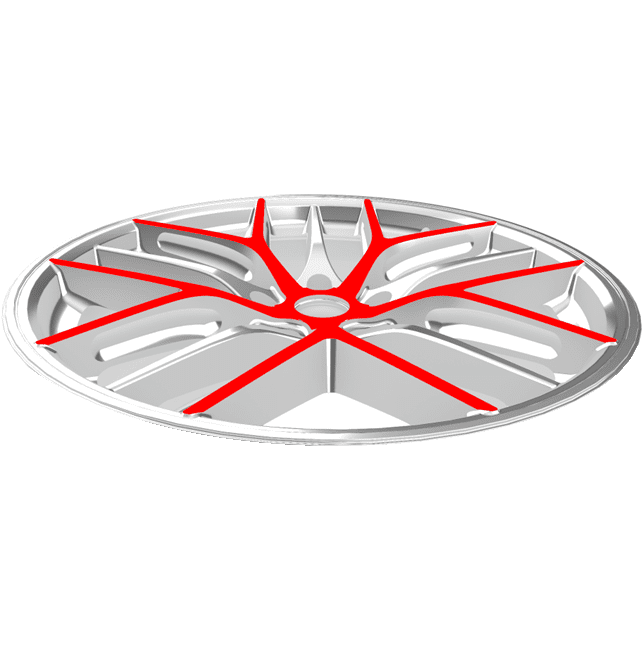
Przykład de-paintingu 3D na feldze samochodowej:

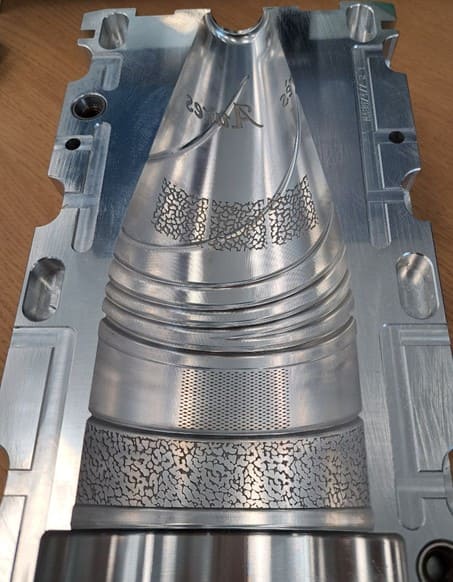
Przykład grawerowania 3D tekstur i napisów wewnątrz formy do butelek:
Znakowanie laserowe 3D: Kiedy stosować?
Biorąc pod uwagę, że koszt głowicy trójosiowej jest znacznie wyższy niż koszt tradycyjnego systemu dwuosiowego, warto zrozumieć, kiedy faktycznie jej potrzebujemy, a kiedy jest nam ona proponowana tylko ze względów finansowych.
Jak już wspomnieliśmy wcześniej, zasadnicza różnica między tymi dwoma systemami polega na różnej tolerancji ogniskowej, czyli możliwości znaczenia części, która ze względu na swoje właściwości geometryczne nie zawsze znajduje się w tej samej odległości ogniskowania od głowicy lasera.
Biorąc pod uwagę obszar znakowania wynoszący 100×100 mm, głowica trójosiowa ma zwykle tolerancję ogniskowania około 40 mm, podczas gdy tradycyjna jest ograniczona do około 2 mm. Należy zaznaczyć, że większe pola znakowania pozwalają na większą tolerancję ogniskowej.


